








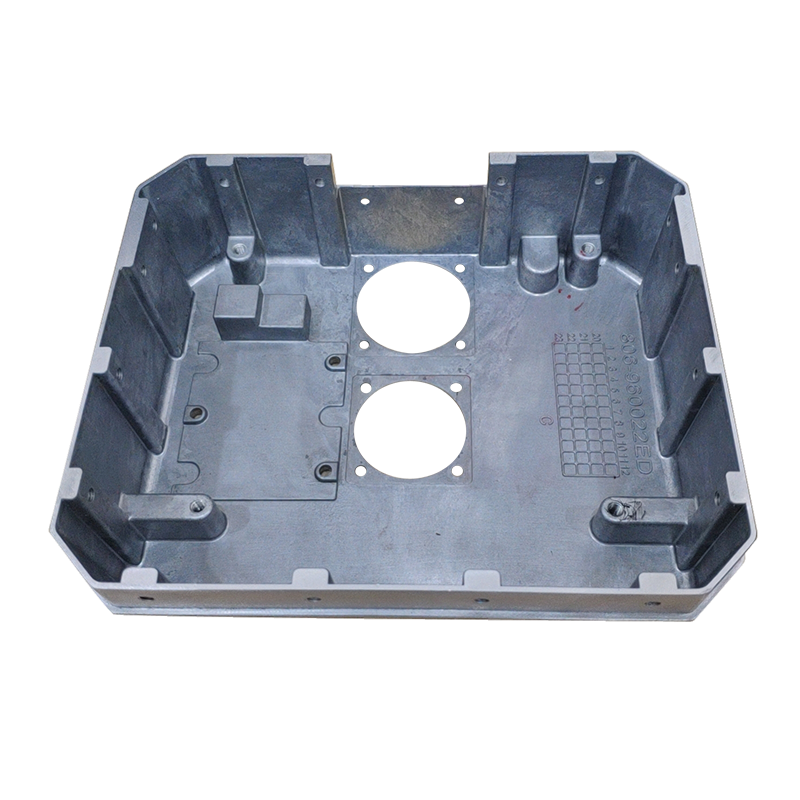
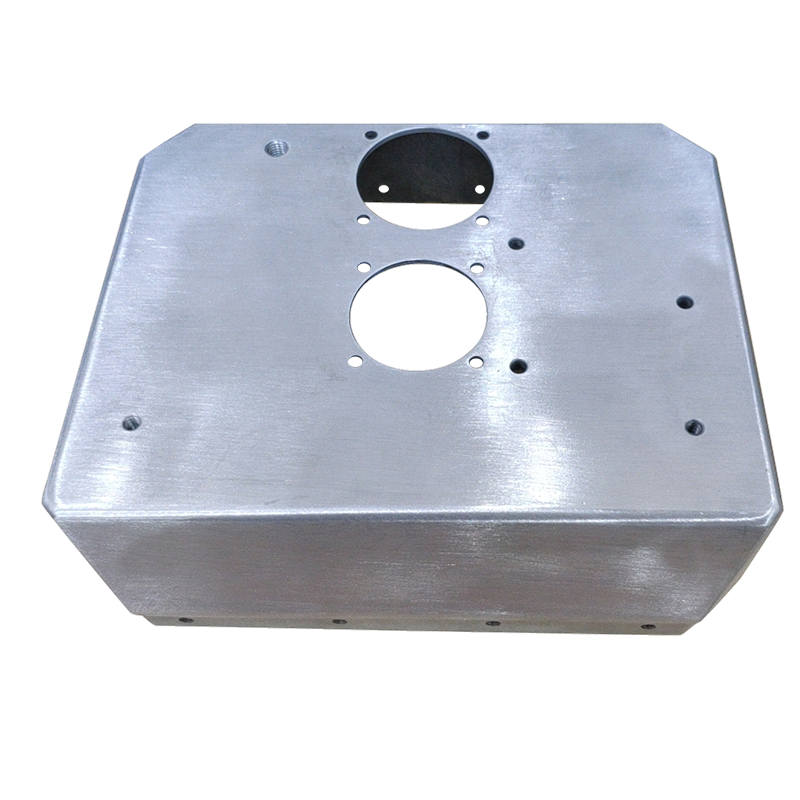
Sähkörasian alumiinivalettu takakansi
Tekniset tiedot
Kingrun Technology on täydellinen valuratkaisujesi toimittaja. Palveluihimme kuuluvat:
Muottien suunnittelu ja valmistus
Alumiinipainevalu 0,5 kg - 8 kg, maksimikoko 1000 * 800 * 500 mm
Valun viimeistely huippumodernilla CNC-koneistuksella
Pintakäsittely, mukaan lukien purseenpoisto, kiillotus, keskustelupinnoitus, pulverimaalaus jne.
Kokoonpano ja pakkaus: Kartonki, lava, laatikko, puulaatikot jne. räätälöitynä asiakkaiden vaatimusten mukaan.
Kingrunin projektit kattavat laajan ja monipuolisen kirjon, mukaan lukien:
5G-tietoliikennetuotteet
Kulutuselektroniikka
Autoteollisuuden komponentit
Valaistus

Suunnittelu- ja simulointityökalut
● PRO-E, Solid Works, UG tai kääntäjät tarpeen mukaan.
● Valusuunnittelun konsultointi.
● Flow3D, Castflow virtaus- ja lämpötilasimulointiin.
● Prototyyppien valmistus pehmeissä muoteissa tai vaihtoehtoisissa valuprosesseissa.
● Porttianalyysi ja -suunnittelu optimaalisen virtauksen ja ominaisuuksien saavuttamiseksi
● Sisäinen suunnittelupäätösten ja suunnittelun arviointiprosessi.
● Seosten valinta vastaamaan ominaisuusvaatimuksia.
● Suunnittelu yhdistettynä osan ominaisuusvaatimuksiin.
Valmiin tuotteen tarkastus
Tarkista mitat jarrusatuloilla, korkeusmittarilla ja koordinaattimittarilla
100 %:n lämpötesti automaattisella lämpötestauslinjalla suorituskyvyn varmistamiseksi
Silmämääräinen tarkastus suoritetaan sen varmistamiseksi, ettei kosmeettisia vikoja ole
FAI, RoHS ja SGS toimitetaan aina asiakkaalle
Painevaluprosessin usein kysytyt kysymykset
Mitä on kylmäkammiopainevalu?
Kylmäkammiolla tarkoitetaan ruiskutusmekanismin suhteellista lämpötilaa. Kylmäkammioprosessissa metalli sulatetaan ulkoisessa uunissa ja kuljetetaan ruiskutusmekanismiin, kun kone on valmis valukappaleen valmistukseen. Koska metalli on siirrettävä ruiskutusmekanismiin, tuotantonopeudet ovat tyypillisesti alhaisemmat kuin kuumakammioprosessissa. Alumiinia, kuparia, jonkin verran magnesiumia ja runsaasti alumiinia sisältäviä sinkkiseoksia valmistetaan kylmäkammiovaluprosessilla.
Mitä hyviä suunnittelukäytäntöjä painevaletuille osille on olemassa?
• Seinämän paksuus – Painevalukappaleiden etuna on tasainen seinämän paksuus.
• Veto – Valoksen irrottamiseksi muotista tarvitaan riittävä veto.
• Pyöristys – Kaikissa reunoissa ja kulmissa tulee olla pyöristys/säde.
Tuotekategoriat
-
Alumiininen korkeapainevalupohja autoteollisuudelle...
-

Ulkoyksikön kotelon alumiininen painevalettu pohja ja kansi
-

Alumiinivalettu käsinojan tukijalka korkeapaineella...
-
Painevalettu alumiininen auton käsinojan pohja tukijalalla ...
-

Alumiininen FEM-jalusta ja kansi langattomalle mikroaaltouunille
-

Alumiinivalettu pohja ja kansi 5G ulkokäyttöön ...




